

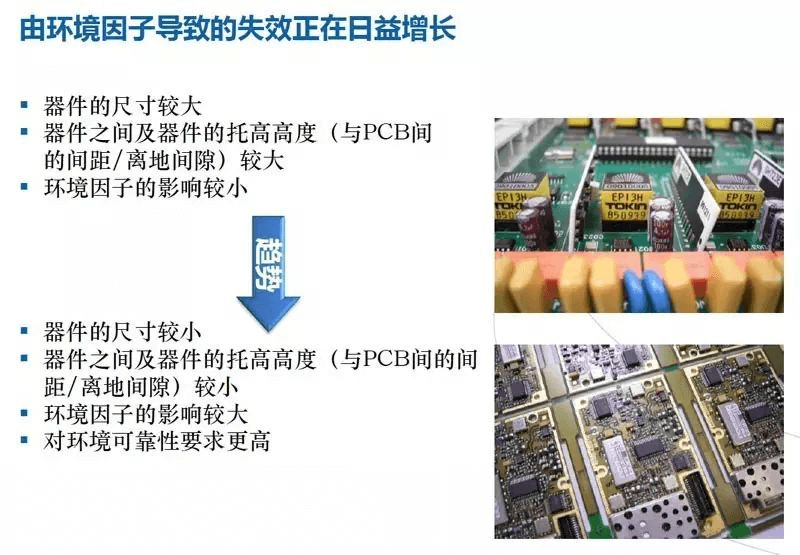
Naarmate de afmetingen van PCBA-componenten steeds kleiner worden, neemt de dichtheid toe. Ook de ondersteuningshoogte tussen de componenten onderling (de afstand tussen de PCB en de bodemvrijheid) wordt steeds kleiner en de invloed van omgevingsfactoren op PCBA neemt toe. Daarom stellen we hogere eisen aan de betrouwbaarheid van PCBA's van elektronische producten.
1. Omgevingsfactoren en hun impact
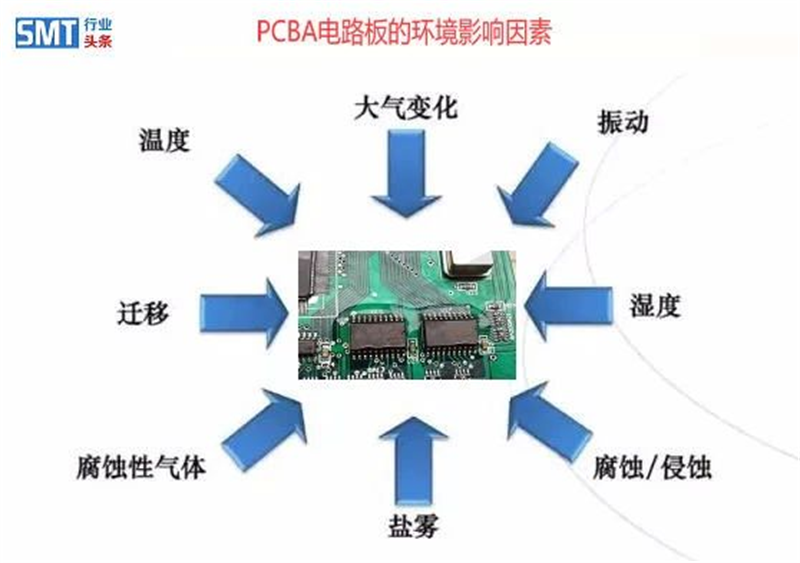
Algemene omgevingsfactoren zoals vochtigheid, stof, zoutnevel, schimmel, enz. kunnen verschillende problemen met het falen van PCBA veroorzaken
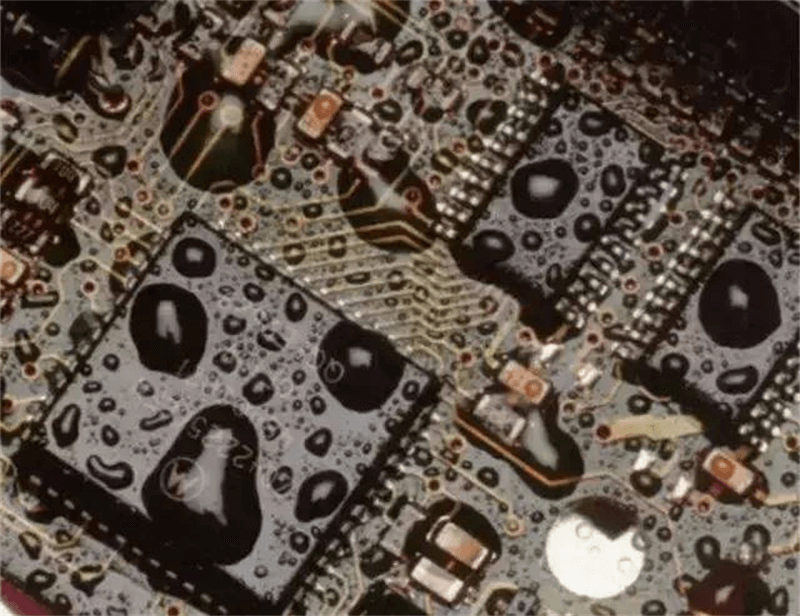
Vochtigheid
Vrijwel alle elektronische PCB-componenten in de buitenomgeving lopen risico op corrosie, waarbij water het belangrijkste corrosiemedium is. Watermoleculen zijn klein genoeg om de moleculaire maaswijdte van sommige polymeermaterialen te penetreren en via de gaatjes in de coating het onderliggende metaal te bereiken, waar ze corrosie veroorzaken. Wanneer de atmosfeer een bepaalde luchtvochtigheid bereikt, kan dit elektrochemische migratie, lekstroom en signaalvervorming van de PCB veroorzaken in hoogfrequente circuits.
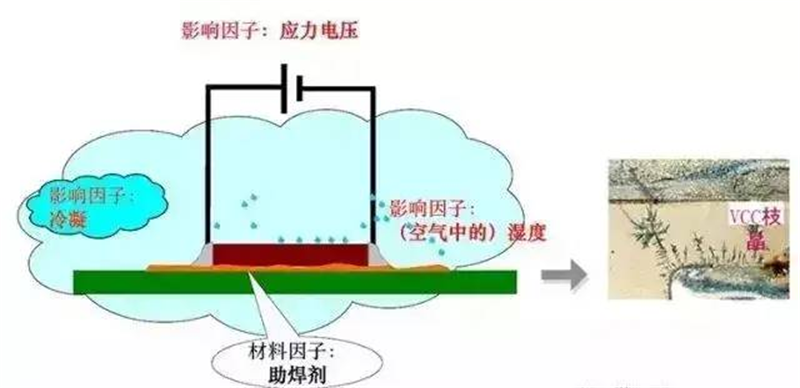
Damp/vochtigheid + ionische verontreinigingen (zouten, fluxactieve stoffen) = geleidende elektrolyten + spanningsspanning = elektrochemische migratie
Wanneer de relatieve vochtigheid in de atmosfeer 80% bereikt, ontstaat er een waterfilm met een dikte van 5 tot 20 moleculen, waardoor allerlei moleculen zich vrij kunnen bewegen. Wanneer koolstof aanwezig is, kunnen elektrochemische reacties optreden.
Wanneer de RV 60% bereikt, vormt de oppervlaktelaag van het apparaat een waterfilm van 2 tot 4 watermoleculen dik. Wanneer er verontreinigende stoffen in oplossen, vinden er chemische reacties plaats;
Wanneer de RV in de atmosfeer < 20% bedraagt, stoppen vrijwel alle corrosieverschijnselen.
Vochtwering is daarom een belangrijk onderdeel van productbescherming.
Vocht komt in elektronische apparaten in drie vormen voor: regen, condensatie en waterdamp. Water is een elektrolyt die grote hoeveelheden corrosieve ionen oplost die metalen corroderen. Wanneer de temperatuur van een bepaald onderdeel van de apparatuur onder het dauwpunt (temperatuur) ligt, treedt er condensatie op het oppervlak op: structurele onderdelen of PCBA.
Stof
Er zit stof in de atmosfeer. Stofgeadsorbeerde ionenverontreinigingen nestelen zich in het binnenste van elektronische apparatuur en veroorzaken storingen. Dit is een veelvoorkomend probleem bij elektronische storingen in het veld.
Stof wordt in twee soorten verdeeldGrof stof is een onregelmatige deeltjesdiameter van 2,5 tot 15 micron. Deze deeltjes veroorzaken over het algemeen geen defecten, vlambogen of andere problemen, maar beïnvloeden wel het contact van de connector. Fijn stof bestaat uit onregelmatige deeltjes met een diameter kleiner dan 2,5 micron. Fijn stof hecht zich vast aan PCBA (fineer), wat alleen met een antistatische borstel kan worden verwijderd.
Gevaren van stof: a. Door stof dat zich op het oppervlak van PCBA nestelt, ontstaat elektrochemische corrosie en neemt het uitvalpercentage toe; b. Stof + vochtige hitte + zoute mist veroorzaakten de grootste schade aan PCBA, en het aantal storingen in elektronische apparatuur kwam het vaakst voor in de chemische industrie en mijnbouwgebieden aan de kust, woestijn (zout-alkaligrond) en ten zuiden van de Huaihe-rivier tijdens het meeldauw- en regenseizoen.
Daarom is stofbescherming een belangrijk onderdeel van het product.
Zoutnevel
Het ontstaan van zoutnevel:Zoutnevel wordt veroorzaakt door natuurlijke factoren zoals oceaangolven, getijden, atmosferische circulatie (moesson), zonneschijn, enzovoort. Het drijft met de wind landinwaarts en de concentratie neemt af naarmate de afstand tot de kust groter wordt. Normaal gesproken bedraagt de concentratie zoutnevel 1% van de kust wanneer het zich op 1 km afstand van de kust bevindt (maar het waait verder tijdens een tyfoonperiode).
De schadelijkheid van zoutnevel:a. de coating van metalen constructiedelen beschadigen; b. Versnelling van de elektrochemische corrosiesnelheid leidt tot breuk van metalen draden en falen van componenten.
Vergelijkbare bronnen van corrosie:a. Handzweet bevat zout, ureum, melkzuur en andere chemicaliën, die hetzelfde corrosieve effect hebben op elektronische apparatuur als zoutnevel. Draag daarom handschoenen tijdens de montage of het gebruik en raak de coating niet met blote handen aan. b. De flux bevat halogenen en zuren, die moeten worden gereinigd en waarvan de restconcentratie moet worden gecontroleerd.
Het voorkomen van zoutnevel is daarom een belangrijk onderdeel van de productbescherming.
Gietvorm
Meeldauw, de algemene naam voor draadvormige schimmels, betekent "beschimmeld" en vormt over het algemeen weelderig mycelium, maar produceert geen grote vruchtlichamen zoals paddenstoelen. Op vochtige en warme plaatsen groeien op veel soorten met het blote oog enkele van de donzige, vlokkige of spinragvormige kolonies, oftewel schimmel.
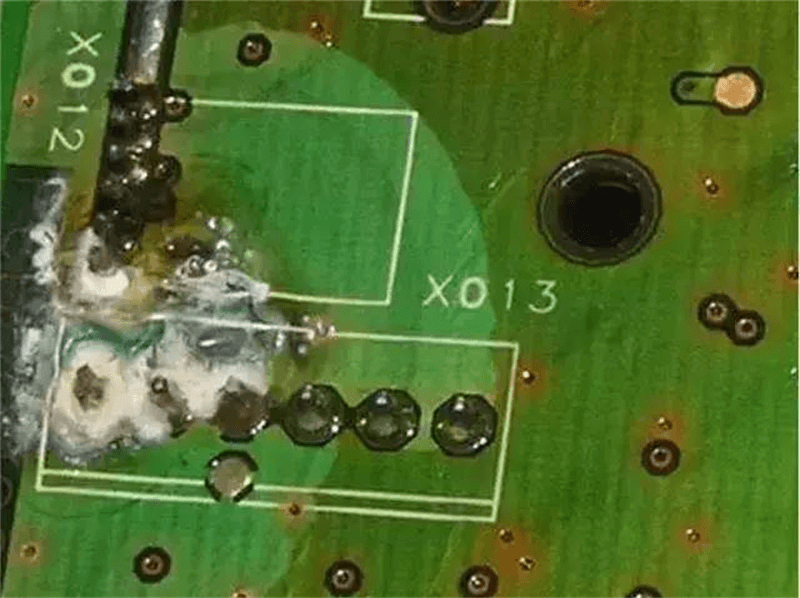
FIG. 5: PCB-schimmelfenomeen
Schade door schimmel: a. Schimmelfagocytose en -vermeerdering zorgen voor afname, beschadiging en falen van de isolatie van organische materialen; b. De metabolieten van schimmel zijn organische zuren, die de isolatie en elektrische sterkte aantasten en een elektrische boog veroorzaken.
Daarom is schimmelwerend middel een belangrijk onderdeel van beschermingsproducten.
Gezien bovenstaande aspecten moet de betrouwbaarheid van het product beter gegarandeerd worden. Het moet zo min mogelijk van de externe omgeving geïsoleerd worden. Daarom wordt het shapecoatingproces toegepast.
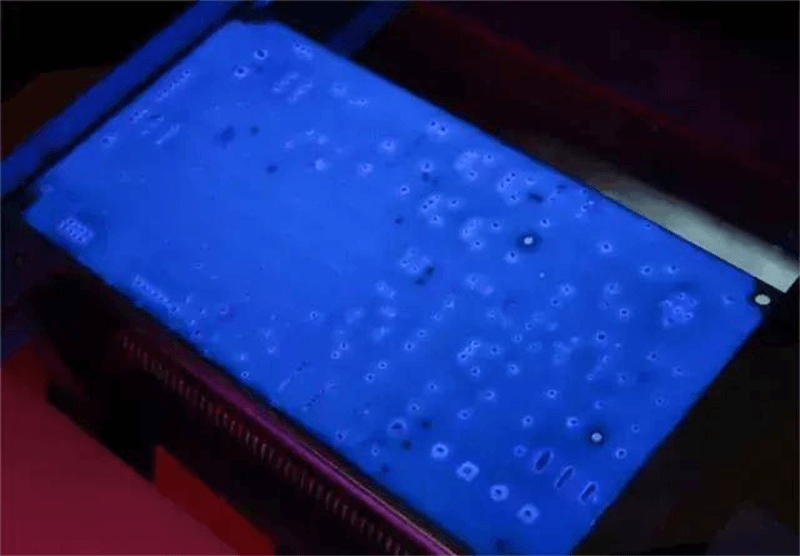
Coating van PCB na coatingproces, onder het paarse lamp-schieteffect, kan de originele coating zo mooi zijn!
Drie anti-verf coatingsVerwijst naar het aanbrengen van een dunne, beschermende isolatielaag op het oppervlak van een printplaat. Het is momenteel de meest gebruikte coatingmethode na het lassen, ook wel oppervlaktecoating of conformal coating (Engelse naam: coating, conformal coating) genoemd. Het isoleert gevoelige elektronische componenten tegen de zware omstandigheden, kan de veiligheid en betrouwbaarheid van elektronische producten aanzienlijk verbeteren en de levensduur ervan verlengen. Drie anti-verfcoatings kunnen circuits/componenten beschermen tegen omgevingsfactoren zoals vocht, verontreinigingen, corrosie, spanning, schokken, mechanische trillingen en thermische cycli, terwijl de mechanische sterkte en isolatie-eigenschappen van het product worden verbeterd.
Na het coatingproces van de PCB vormt zich een transparante beschermlaag op het oppervlak, waardoor het binnendringen van water en vocht effectief wordt voorkomen en lekkage en kortsluiting worden vermeden.
2. Belangrijkste punten van het coatingproces
Volgens de eisen van IPC-A-610E (testnorm voor elektronische assemblage) komt dit voornamelijk tot uiting in de volgende aspecten:
Regio
1. Gebieden die niet gecoat kunnen worden:
Gebieden waar elektrische verbindingen nodig zijn, zoals gouden pads, gouden vingers, metalen doorvoergaten, testgaten;
Batterijen en batterijreparateurs;
Verbindingsstuk;
Zekering en behuizing;
Warmteafvoerinrichting;
Jumperdraad;
De lens van een optisch apparaat;
Potentiometer;
Sensor;
Geen verzegelde schakelaar;
Andere gebieden waar coating de prestatie of werking kan beïnvloeden.
2. Gebieden die gecoat moeten worden: alle soldeerpunten, pinnen, componenten en geleiders.
3. Optionele gebieden
Dikte
De dikte wordt gemeten op een vlak, onbelemmerd, uitgehard oppervlak van de printplaatcomponent of op een bevestigde plaat die samen met de component wordt aangebracht. De bevestigde printplaten kunnen van hetzelfde materiaal zijn als de printplaten of van andere niet-poreuze materialen, zoals metaal of glas. Meting van de natte-laagdikte kan ook worden gebruikt als optionele methode voor het meten van de laagdikte, mits er een gedocumenteerde conversieverhouding is tussen de natte en droge-laagdikte.

Tabel 1: Standaarddiktebereik voor elk type coatingmateriaal
Testmethode voor de dikte:
1. Meetinstrument voor de dikte van droge film: een micrometer (IPC-CC-830B); b Tester voor de dikte van droge film (ijzeren basis)
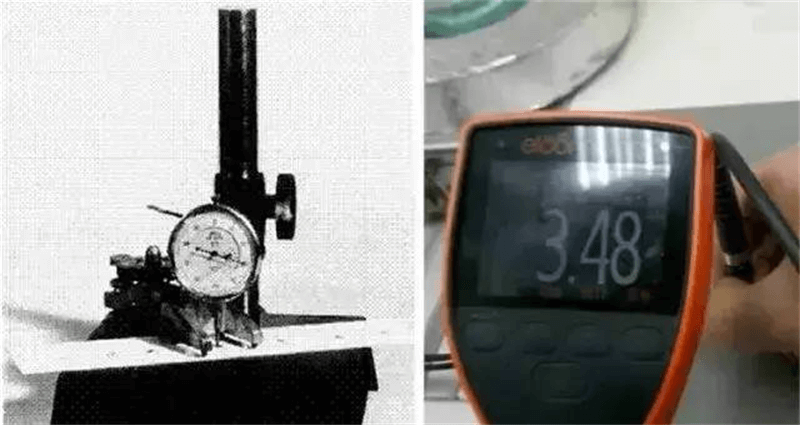
Figuur 9. Micrometer droogfilmapparaat
2. Meting van de dikte van de natte film: de dikte van de natte film kan worden verkregen met een meetinstrument voor de dikte van de natte film en vervolgens worden berekend aan de hand van het aandeel vaste lijm.
Dikte van de droge film
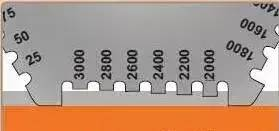
In FIG. 10 werd de natte filmdikte verkregen door de natte filmdiktetester, en vervolgens werd de droge filmdikte berekend
Randresolutie
Definitie: Onder normale omstandigheden zal de sproeierklep de rand van de lijn niet erg recht uitspuiten; er zal altijd een zekere braam aanwezig zijn. We definiëren de breedte van de braam als de randresolutie. Zoals hieronder weergegeven, is de grootte van d de waarde van de randresolutie.
Let op: De randresolutie is zeker: hoe kleiner, hoe beter. Maar verschillende klantvereisten zijn niet hetzelfde. Daarom is de specifieke gecoate randresolutie zolang nodig om aan de vereisten van de klant te voldoen.

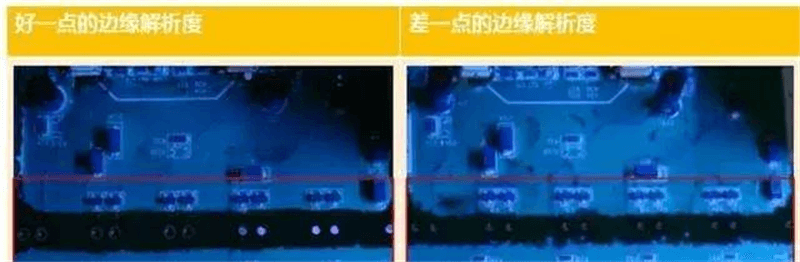
Figuur 11: Vergelijking van randresolutie
Uniformiteit
De lijm moet een gelijkmatige dikte hebben en een gladde en transparante film die op het product is aangebracht. De nadruk ligt op de uniformiteit van de lijm die op het product boven het gebied is aangebracht. Vervolgens moet de lijm dezelfde dikte hebben en mogen er geen procesproblemen optreden: scheuren, gelaagdheid, oranje lijnen, vervuiling, capillaire verschijnselen of bellen.
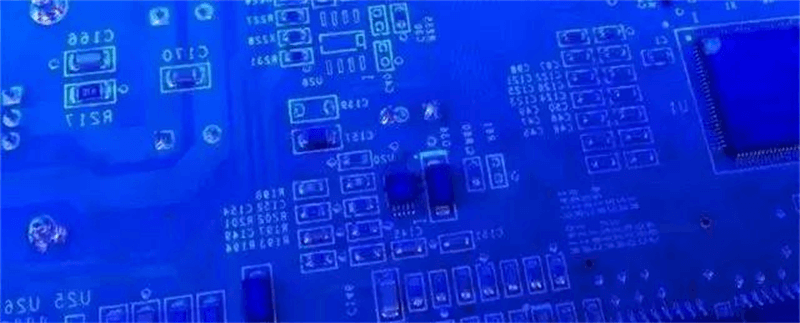
Figuur 12: Axiale automatische AC-serie automatische coatingmachine coatingeffect, uniformiteit is zeer consistent
3. De realisatie van het coatingproces
Coatingproces
1 Voorbereiden
Producten, lijm en andere benodigde artikelen klaarzetten;
Bepaal de locatie van de lokale bescherming;
Bepaal de belangrijkste procesdetails
2: Wassen
Moet zo snel mogelijk na het lassen worden schoongemaakt, om te voorkomen dat lasvuil moeilijk te verwijderen is;
Bepaal of de belangrijkste verontreinigende stof polair of apolair is, om zo het juiste reinigingsmiddel te kunnen kiezen;
Bij gebruik van alcoholisch reinigingsmiddel moet men op de volgende veiligheidsaspecten letten: er moet sprake zijn van goede ventilatie en er moeten regels zijn voor het koel- en droogproces na het wassen, om te voorkomen dat er restanten oplosmiddel vervluchtigen door een explosie in de oven;
Reinigen met water, met een alkalische reinigingsvloeistof (emulsie) om de flux te wassen en vervolgens te spoelen met zuiver water om de reinigingsvloeistof te reinigen, om te voldoen aan de reinigingsnormen;
3. Maskeringsbescherming (indien er geen selectieve coatingapparatuur wordt gebruikt), dat wil zeggen masker;
Als u een niet-klevende folie kiest, zal de papiertape niet overdragen;
Voor IC-bescherming moet antistatisch papiertape worden gebruikt;
Volgens de eisen in de tekeningen voor sommige apparaten ter bescherming van het scherm;
4. Ontvochtigen
Na het reinigen moet de afgeschermde PCBA (component) worden voorgedroogd en ontvochtigd voordat deze kan worden gecoat;
Bepaal de temperatuur/tijd van het voordrogen volgens de door de PCBA (component) toegestane temperatuur;
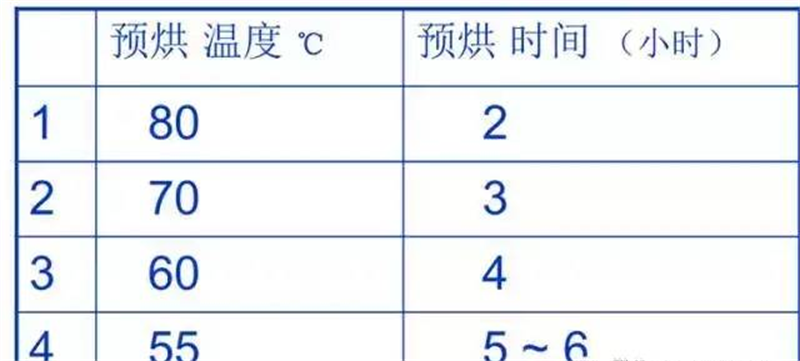
PCBA (component) kan de temperatuur/tijd van de voordroogtafel bepalen
5 lagen
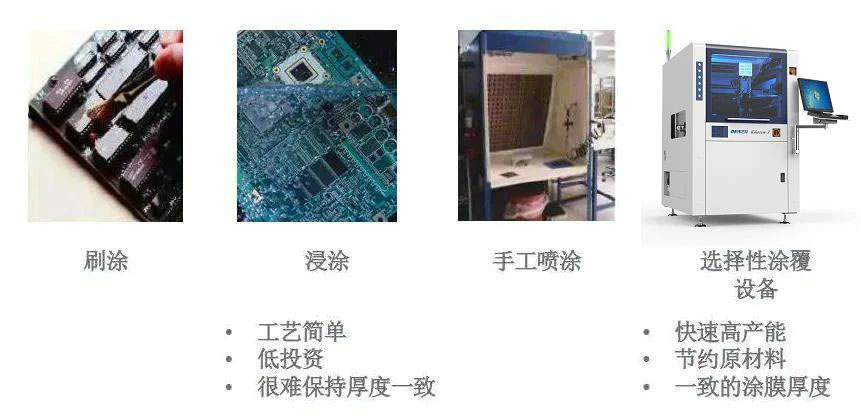
Het proces van vormcoating is afhankelijk van de PCBA-beschermingseisen, de bestaande procesapparatuur en de bestaande technische reserve, die meestal op de volgende manieren wordt bereikt:
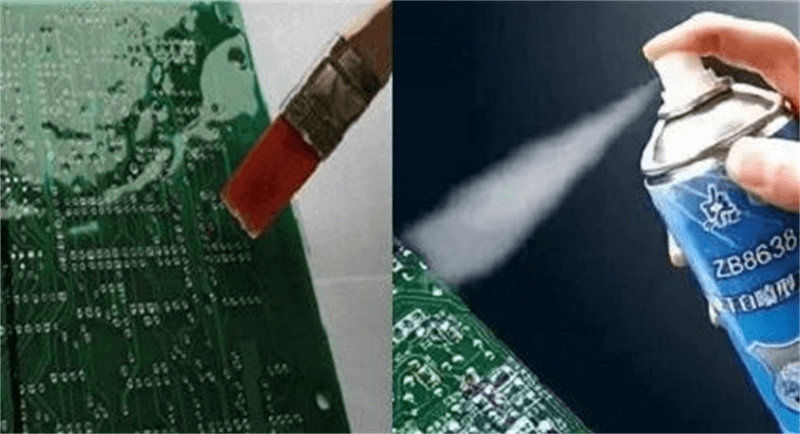
a. Met de hand borstelen
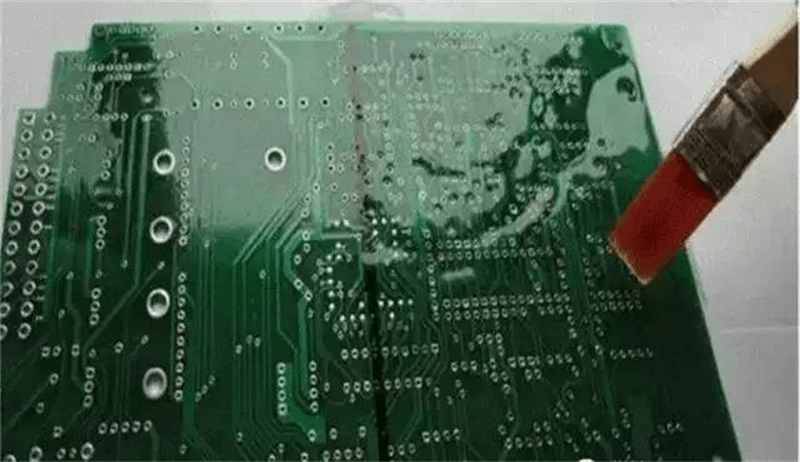
Figuur 13: Handborstelmethode
Borstelcoating is het meest breed toepasbare proces, geschikt voor de productie van kleine series, PCBA-structuren die complex en dicht zijn en moeten voldoen aan de beschermingseisen van agressieve producten. Omdat de borstelcoating vrij te regelen is, worden de onderdelen die niet geverfd mogen worden, niet vervuild;
Kwastlakken verbruikt het minste materiaal, passend bij de hogere prijs van de tweecomponentenverf;
Het verfproces stelt hoge eisen aan de operator. Vóór de bouw moeten de tekeningen en coatingvoorschriften zorgvuldig worden bestudeerd, moeten de namen van PCBA-componenten worden herkend en moeten de onderdelen die niet gecoat mogen worden, worden gemarkeerd met opvallende markeringen.
Om besmetting te voorkomen, mogen operators de geprinte plug-in op geen enkel moment met hun handen aanraken;
b. Met de hand dompelen
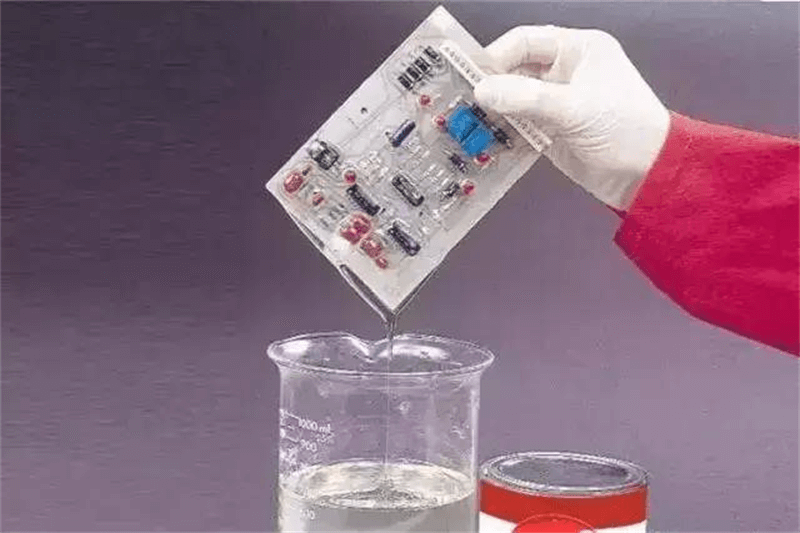
Figuur 14: Handdip-coatingmethode
Het dipcoatingproces levert de beste coatingresultaten op. Een uniforme, continue coating kan op elk onderdeel van de PCBA worden aangebracht. Het dipcoatingproces is niet geschikt voor PCBA's met regelbare condensatoren, fijnafstembare magneetkernen, potentiometers, komvormige magneetkernen en sommige onderdelen met slechte afdichting.
Belangrijkste parameters van het dipcoatingproces:
Pas de juiste viscositeit aan;
Controleer de snelheid waarmee de PCBA wordt opgetild om te voorkomen dat er luchtbellen ontstaan. Meestal niet meer dan 1 meter per seconde;
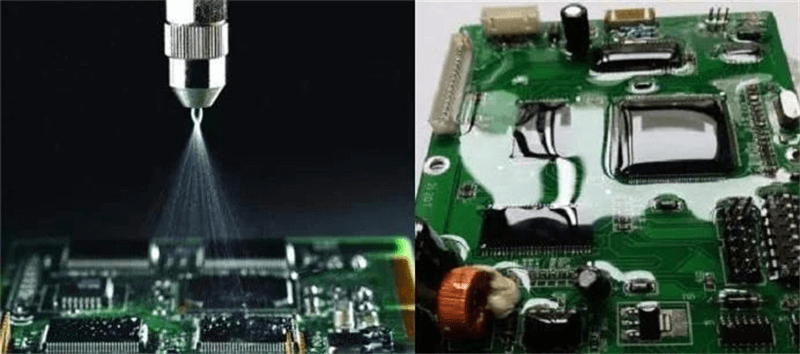
c. Spuiten
Spuiten is de meest gebruikte en gemakkelijk te accepteren procesmethode, onderverdeeld in de volgende twee categorieën:
① Handmatig spuiten
Figuur 15: Handmatige spuitmethode
Geschikt voor complexere werkstukken, moeilijk te vertrouwen op automatiseringsapparatuur in massaproductiesituaties, ook geschikt voor de verscheidenheid aan productlijnen, maar minder situaties, kan op een meer speciale positie worden gespoten.
Opmerking over handmatig spuiten: verfnevel kan sommige apparaten vervuilen, zoals printplaatpluggen, IC-voetjes, gevoelige contacten en aardingsonderdelen. De betrouwbaarheid van de bescherming van deze onderdelen moet worden gewaarborgd. Een ander punt is dat de gebruiker de geprinte stekker nooit met zijn hand mag aanraken om besmetting van het contactoppervlak van de stekker te voorkomen.
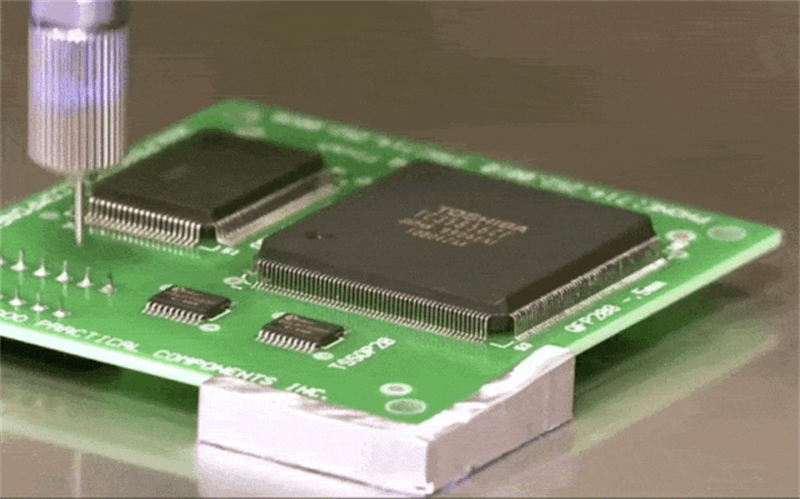
② Automatisch spuiten
Het verwijst meestal naar automatisch spuiten met selectieve coatingapparatuur. Geschikt voor massaproductie, goede consistentie, hoge precisie en minimale milieuvervuiling. Met de modernisering van de industrie, de stijgende arbeidskosten en de strenge eisen op het gebied van milieubescherming, vervangen automatische spuitapparatuur geleidelijk andere coatingmethoden.
Met de toenemende automatiseringseisen van Industrie 4.0 is de focus van de industrie verschoven van het leveren van geschikte coatingapparatuur naar het oplossen van de problemen van het gehele coatingproces. Automatische selectieve coatingmachine – nauwkeurig coaten zonder materiaalverspilling, geschikt voor grote hoeveelheden coating, het meest geschikt voor grote hoeveelheden drielaagse anti-verfcoating.
Vergelijking vanautomatische coatingmachineEntraditioneel coatingproces
Traditionele PCBA drie-proof verfcoating:
1) Borstelcoating: er zijn bubbels, golven, borstelhaarverwijdering;
2) Schrijven: te langzaam, de nauwkeurigheid is niet te controleren;
3) Het hele stuk laten weken: te veel verfverspilling, lage snelheid;
4) Spuiten met een spuitpistool: om de bevestiging te beschermen, te veel drift
Coatingmachine coating:
1) De hoeveelheid verf, de positie en het oppervlak van de verf worden nauwkeurig ingesteld. Er hoeft geen personeel te worden ingezet om het bord na het spuiten schoon te vegen.
2) Sommige plug-in componenten met een grote afstand tot de rand van de plaat kunnen direct worden geverfd zonder de bevestiging te installeren, wat personeel bespaart bij de installatie van de plaat.
3) Geen gasvervluchtiging, om een schone werkomgeving te garanderen.
4) Het is niet nodig om bevestigingen te gebruiken om de koolstoffilm op het substraat te bedekken, waardoor de kans op botsingen wordt geëlimineerd.
5) Drie uniforme anti-verflagen met een dikte die de productie-efficiëntie en productkwaliteit aanzienlijk verbeteren en ook verfverspilling voorkomen.
De PCBA automatische drie-assige anti-verf coatingmachine is speciaal ontworpen voor het spuiten van drie-assige anti-verf coatings met intelligente spuitapparatuur. Omdat het te spuiten materiaal en de aangebrachte spuitvloeistof verschillen, is de keuze van de coatingmachine in de constructie van de apparatuur ook verschillend. De drie-assige anti-verf coatingmachine maakt gebruik van het nieuwste computergestuurde programma, kan een drie-assige koppeling realiseren en is tegelijkertijd uitgerust met een camerapositionerings- en volgsysteem, voor nauwkeurige controle van het spuitgebied.
Drie anti-verf coating machine, ook bekend als drie anti-verf lijm machine, drie anti-verf spuitlijm machine, drie anti-verf olie spuitmachine, drie anti-verf spuitmachine, is speciaal voor vloeistofregeling, op het PCB-oppervlak bedekt met een laag van drie anti-verf, zoals impregnatie, spuiten of spin coating methode op het PCB-oppervlak bedekt met een laag fotoresist.
Het oplossen van de nieuwe vraag naar anti-verfcoating is een urgent probleem geworden in de industrie. De automatische coatingapparatuur, vertegenwoordigd door de precisie-selectieve coatingmachine, biedt een nieuwe manier van werken.nauwkeurige coating en geen verspilling van materiaal, het meest geschikt voor een groot aantal van drie anti-verf coatings.
Plaatsingstijd: 08-07-2023





